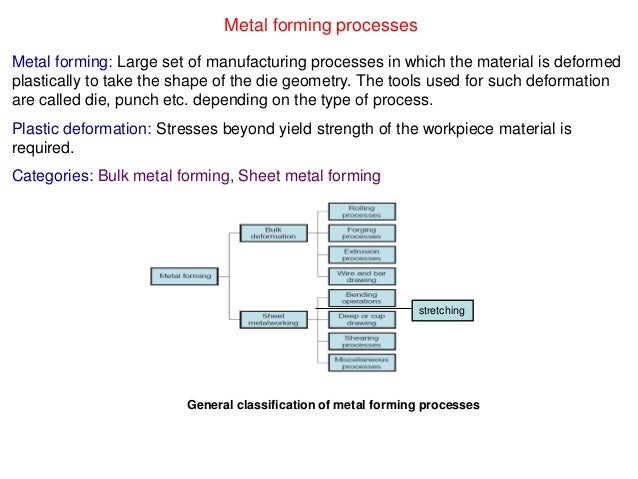
Mainly sheet metal process can be divided into three types.
In sheet metal forming operations thickness of sheet varies from.
Cutting and forming thin sheets of metal usually performed as cold working sheet metal 0 4 1 64 to 6 mm 1 4in thick plate stock 6 mm thick advantage high strength good dimensional accuracy good surface finish economical mass production low cost.
It has impact on sheet metal part design as well.
In manufacturing industry there is a range of optimum values for specific processes clearances may span from 1 to 30 of sheet thickness.
Bends in sheet metal are manufactured using sheet metal brakes.
A 1 degree tolerance on all bend angles.
Material selection is a very important part of product design.
Module 5 sheet metal operations.
Yield point elongation lüeder s bands on low carbon steels and al mg alloys.
Generally typical values span from 3 to 8 of sheet thickness.
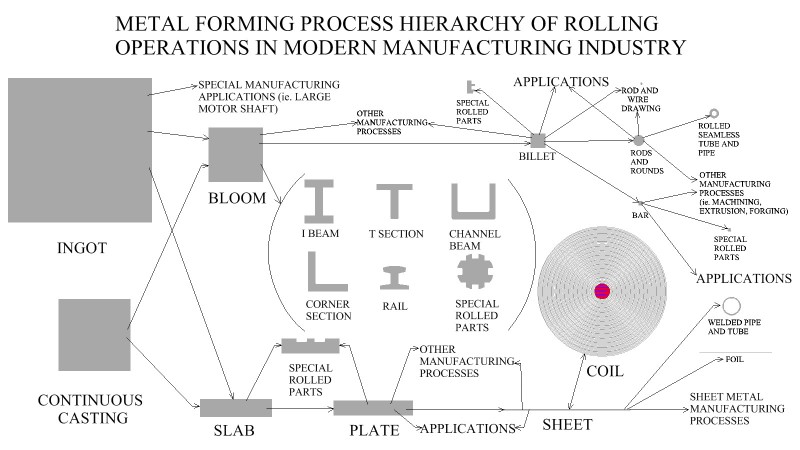
Sheet metal is the next in line.
It is customary to refer to a material below the thickness of 6 35 mm as a sheet and thicker materials as plate.
The thickness of foil is usually up to 0 2 mm.
For unimportant components like washers it may be as much as 15 of sheet thickness.
Tool designer faces the heat of the manufacturer and the manufacturer faces the heat of the designer.
The first one is sheet metal cutting second one is sheet metal bending or forming and the last one is known as deep drawing in this article we mainly focus on sheet metal cutting operations and other two we will discuss into upcoming articles.
Sheet thickness and material selection can be done in the following ways.
The thickness of sheet metal varies from sheet to sheet.
Anything above that is a metal plate.
Because this book is limited to bend forming which is the.
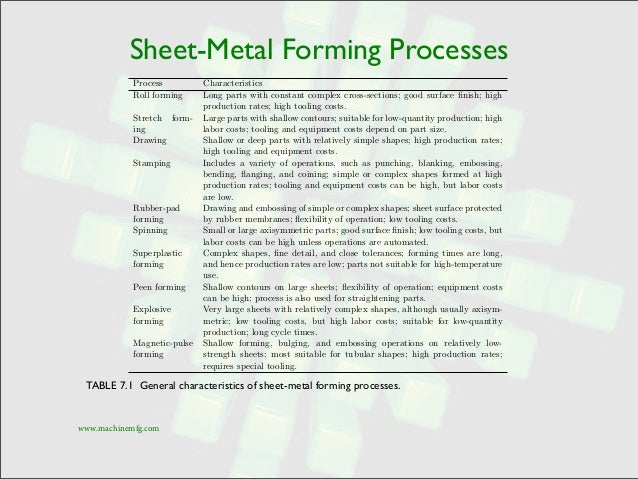
Sheet metal forming is quite common for making shaped components from soda cans to automotive car bodies.
Sheet metal parts with a minimum of 0 9mm to 20mm in thickness can be manufactured.
A large factor is the type of work material and its temper.
Lüder s bands can be eliminated by cold rolling the thickness by 0 5 1 5.
Minor change in sheet thickness can cause variations in part.
Table 1 1 gives the recommended values of clearance for a few materials.
Metal foil is especially common with aluminium often referred to as tinfoil.
When designing parts for laser cutting one should not make holes smaller than the thickness of the material.
But designers design sheet metal parts considering sheet thickness in mm.
Sheet metal characteristics elongation the capability of the sheet metal to stretch without necking and failure.
The greater the sheet metal thickness the higher the clearance value should be.
Manufacturer provide sheets thickness in gauge.
Depending upon the desired edge quality and the material of sheet the edge clearance varies from less than 1 to 12 of sheet thickness and in some cases even more.
The problems most of the manufacturers face while making a sheet metal part is the size of sheet metal.